Select, heavy-duty surveillance and network connectivity assets certified for the extreme environmental profiles of Bioko Island and continental Bata ports.



Equatorial Guinea occupies a highly strategic geographic footprint in the Gulf of Guinea. Anchored by the major hydrocarbons hubs on Bioko Island (Malabo) and the extensive deepwater developments in the Rio Muni coastal basins (Bata), the nation's critical infrastructure demands high-reliability operational technology. Protecting offshore production vessels, FPSOs (Floating Production Storage and Offloading), gas liquefaction terminals, and port channels is vital for national economic stability.
However, the Gulf of Guinea presents some of the most aggressive marine environmental challenges globally. Situated along the equator, the region experiences year-round extreme humidity (averaging 90%), elevated thermal levels, and micro-saline atmospheric mist. Under these environmental parameters, typical security electronics fail prematurely due to galvanic corrosion, crevice oxidation, and seal degradation.
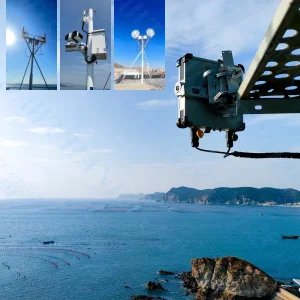
Standard PTZ (Pan-Tilt-Zoom) systems deployed on shorelines face immediate operational degradation unless engineered with marine-grade materials. To secure critical maritime borders, prevent unauthorized access to offshore zones, and counter illegal shipping, the deployment of specialized C5-M ISO 12944 anti-corrosion PTZ systems is mandatory.
Understanding the technical engineering requirements that separate marine-grade equipment from standard terrestrial surveillance hardware.
On a global scale, coastal security has transitioned from passive radar identification to multi-sensor, AI-accelerated visual threat classification. The international marine sector relies on electro-optical systems that can fuse mid-wave infrared (MWIR) or long-wave infrared (LWIR) thermal optics with ultra-long-range continuous zoom visible spectrum cameras. These high-definition optical payloads are mounted to heavy-duty PTZ positioners that require active stabilization (gyro-stabilization) to counter wave-induced structural movements on shore structures, jetties, and patrol vessels.
Furthermore, materials science governs the operational lifespan of these installations. Globally, engineering standards specify 316L Marine-Grade Stainless Steel, high-durability PTFE coatings, or hard-anodized aluminum alloys treated with specialized polyurea powders. Standard coatings suffer from micro-cracking due to solar UV rays, allowing sea air containing chloride ions to attack base metals. This leads to mechanical seizing of the pan-tilt motors, glass fogging, and electronic failure.
Simultaneous visual tracking using high-sensitivity optical sensors and thermal imaging cores for 24/7 visibility through haze, rain, and total darkness.
Constructed with high-strength alloys and coated with anti-corrosion layer systems to withstand saline spray for over 15 years.
Heavy-duty pan-tilt mechanisms utilizing continuous slip rings and brushless motors for smooth, low-latency target tracking.
Tailoring marine electro-optical architectures to specific defense, commercial, and utility systems in the region.
Securing key maritime commercial gateways against illegal anchorage, smuggling, and intrusion. PTZ systems integrated with long-range continuous optical zoom permit visual verification of vessels up to 10 kilometers offshore, ensuring coordination with port authorities.
Monitoring safety zones around high-yield platforms in the Zafiro and Alba oil fields. Cameras must withstand explosive environments (ATEX zone requirements where necessary), extreme salinity, and constant wind vibration while delivering high-definition telemetry.
Covering remote coastal reaches between Bata and Mbini. Integrating thermal PTZ cameras with shore-based radar networks allows military forces to locate, identify, and intercept fast-moving littoral watercraft, even in dense night fog or heavy tropical downpours.
Ensuring power line and distribution node safety in maritime zones. Deploying high-resistance stainless steel and PTFE components ensures power grids, transformers, and shore-power junction boxes do not degrade due to atmospheric salinity.
A premier global manufacturing center for high-durability, intelligent monitoring architectures.
Changzhou HawkEye Camera Co., Ltd. is a leading technology-driven enterprise specializing in the design, development, and production of advanced intelligent security and monitoring systems. With a robust foundation in innovation and cutting-edge technology, the company is committed to delivering high-performance, stable, and reliable products to meet the diverse needs of global markets.
HawkEye Camera Co., Ltd. has established itself as a pioneer in the security industry, with a strong focus on research and development. The company boasts a highly skilled team with years of expertise in designing state-of-the-art security solutions. Our extensive product portfolio includes industry-leading products such as: High-definition intelligent vehicle-mounted pan-tilt series, portable vehicle-mounted infrared pan-tilt series, 4G portable wireless mobile control terminals, digital high-definition network pan-tilts, full real-time SDI high-definition pan-tilts, infrared laser heavy-duty integrated systems, and multi-sensor thermal night vision platforms.
At HawkEye, we prioritize quality at every stage of production, ensuring that every product meets the highest international standards. The company’s manufacturing process adheres to strict quality control measures, ensuring product reliability and safety. All our products undergo rigorous testing at the Safety and Police Electronic Product Quality Inspection Center, and they meet the required national and industry standards. The company is ISO9001 certified, and our products carry CE, RoHS, and FCC certifications, underscoring our commitment to quality, safety, and environmental responsibility.

HawkEye Engineering Center

Pre-Assembly Stage

Precision Assembly Line

Dynamic Motor Calibration

Product Sealed Packaging

Electronic Assembly Stations

System Function Check

High-Temperature Chamber Aging Test

Optical Lens Alignment

Structural Frame Assembly

Sensor Matrix Integration

Internal Chassis Secure

PTZ Movement Function Test

Anti-Static Final Wrapping

Shock-Resistant Foam Packing

Finished Product Inspection
How HawkEye anticipates future challenges in the maritime monitoring industry.
The next generation of maritime surveillance requires moving past standard visual systems. Our technological roadmap includes:
Explore our full line of corrosion-resistant connections, barrier systems, and specialized materials engineered for the maritime industry.












Technical questions addressed by our systems engineers regarding deployment, maintenance, and lifetime performance in high-corrosion zones.
Discuss your specific maritime monitoring, security, or distribution system requirements with our expert engineers. We can customize solutions to match your exact regional challenges.
Send Inquiry Now